富华16吨钻床
查看分类富华16吨钻床

富华16吨钻床
德宜智鼓式汽车刹车片数控钻床(立式)
鼓式汽车刹车片数控钻床ZK5201×2-DYZ是德宜智公司自主研发的鼓式刹车片智能化、自动化、无尘化的钻孔设备,成功解决了鼓式片生产过程中长期无法解决的高负荷劳动以及高污染状态,改变了现有刹车片钻孔的生产模式,现已向国内100多家鼓式片生产厂家供货,受到客户由衷欢迎。该设备由客户向我公司定制后,由我方负责设计制造、安装调试、培训及售后服务。
一、设备用途
用于需方鼓式刹车片钻孔加工(加工参数及范围见下表)。
二、设备功能、技术优势
1、功能优势
本钻床系列产品的性能特点可用几个字概括,即“智能效率高、环保节能”,具体表现在:
(1)智能效率高
① 智能:钻床采用电脑控制系统,按照客户产品的规格要求进行个性化程序设置后,生产时点击程序开始按钮即可进行生产,操作简单,具有灵活简便、快速、自动的性能,运行过程中自动分度、自动旋转、自动钻孔、自动上料、自动下料、自动收料,并实时显示加工状态;同时钻床装夹方便,不受角度与尺寸的限制;安装、调试灵活,维修方便。
② 效率高:传统的刹车片生产,工人需要一刻不停的手工上片、钻孔、下片、堆码,劳动强度很大,只有壮劳力才可以适应这项工作。我公司的钻孔机,在设置好程序后,开启钻床自动运行,工人只是帮助上料,机床自动钻孔并自动下料后,工人装箱即可,即使是1个女性工人,也可以轻松自如完成工作任务。传统的方式需要1人1机,生产500~4800片刹车片,我公司钻床则可以1人照看3~4台,班产(8小时)1500~38000片刹车片(产量视刹车片孔数及组合的材料而定),工人劳动强度大大减轻,同等条件下,功效提高3倍以上。
③ 产品精度高、质量高:传统的刹车片钻孔方式以手工钻孔机为主,所钻孔的刹车片精度很差,仅达0.15~0.30mm,废片率高达3%;而我公司的数控刹车片钻孔机采用数控系统坐标定位的自动化生产方式,生产的刹车片精度高,可达0.05~0.15mm,废片率仅3‰,不良品率降低了10倍。
④ 可加工产品的范围广:可对宽度225mm、R142~245mm、钻孔孔径10.5~23.5mm的各型鼓式刹车片进行钻孔加工(超过此范围的我公司可进行个性化特殊钻床定制)。同时模块快换方式,生产不同的产品时,只需更换该型号的钻胎模块即可,不同于手动半自动钻床,更换产品还需要更换轮毂或换床子生产,大大节约了时间。
(2)节能环保
① 环保:传统的鼓式刹车片钻孔时摩擦片碎屑飞扬,整个车间溢满了摩擦片微粒,无孔不入,污染空气的同时,也对员工的身体健康产生威胁,员工长期在这种环境内工作,易患上职业病;我公司的数控钻床,设有二次除尘机构,除尘率达95%,可将钻孔时产生的粉尘通过吸尘系统抽走收集,集中后热压成片,再次利用。
② 节能:数控钻床节省能源,一台数控钻床耗电6-12度/小时,而相同产量的3~4台手动半自动钻床则需耗电2倍以上。
③ 比较效益高:使用我公司的数控刹车片钻床后,至少可以减少六大投入,即设备重复购置投入、多余出的人工费投入、环境治理费投入、能源费用投入、工人招聘培训费用投入、职业病诊治及后续赔偿费用投入,为刹车片生产厂家提高比较效益。
2、技术优势
该技术可广泛运用于汽车各种不同形状(含通用片、宽片、超小片、大弯片、异形片等)、不同材质(含金属绒石棉片、有机化合物无石棉片、陶瓷材料等)的鼓式刹车片的高精度钻孔工作,成功解决该领域共性的、关键性的技术难题,为实现鼓式刹车片钻孔的智能化、自动化、无尘化扫清了障碍,是目前国内行业内经实践检验成功的技术,其优势十分明显。同时,该钻床也可对工作平台及夹紧装置稍加改造,改用不同材质的钻孔工具后,即可进行其他相关产品的高精度钻孔工作,如刹车蹄片、离合器片等,具有较好的通用性。
三、主要技术参数及主结构示意图
1、主要性能参数表(此表为概数,以实际供应钻床配件的工作参数标识为准)
|
项 目 |
参 数 |
单 位 |
参 数 值 |
||
|
加工工
件范围 |
加工件(刹车片)尺寸范围 |
mm |
内弧半径R142~R245 |
宽 度225
圆心角≦65︒ |
|
|
上下料堆叠数量 |
片 |
20 |
|||
|
钻孔中间距 |
mm |
48 |
|||
|
主轴电机
(立式) |
主轴功率 |
KW |
1.5x2 |
||
|
转速 |
rpm |
2840 |
|||
|
钻头直径范围(大头) |
mm |
Φ10~Φ23.5 |
|||
|
进给轴 |
控制轴数 |
|
5轴 |
||
|
A、C轴(横向) |
行程 |
mm |
250 |
||
|
X、Z轴(纵向) |
150 |
||||
|
伺服电机 |
功率1.5~2.2 KW |
扭矩 |
10NM;旋转伺服 16nm |
||
|
数控系统 |
众为兴4650数控系统 |
运动轴数 |
5轴 |
||
|
整机功率 |
本钻床满负荷生产时,整机功率6-12KW/小时 |
||||
|
整机重量 |
机械重量(KG)≦1700 |
||||
|
本公司可在与用户达成一致的情况下,定制特殊的刹车片钻床。 |
|||||
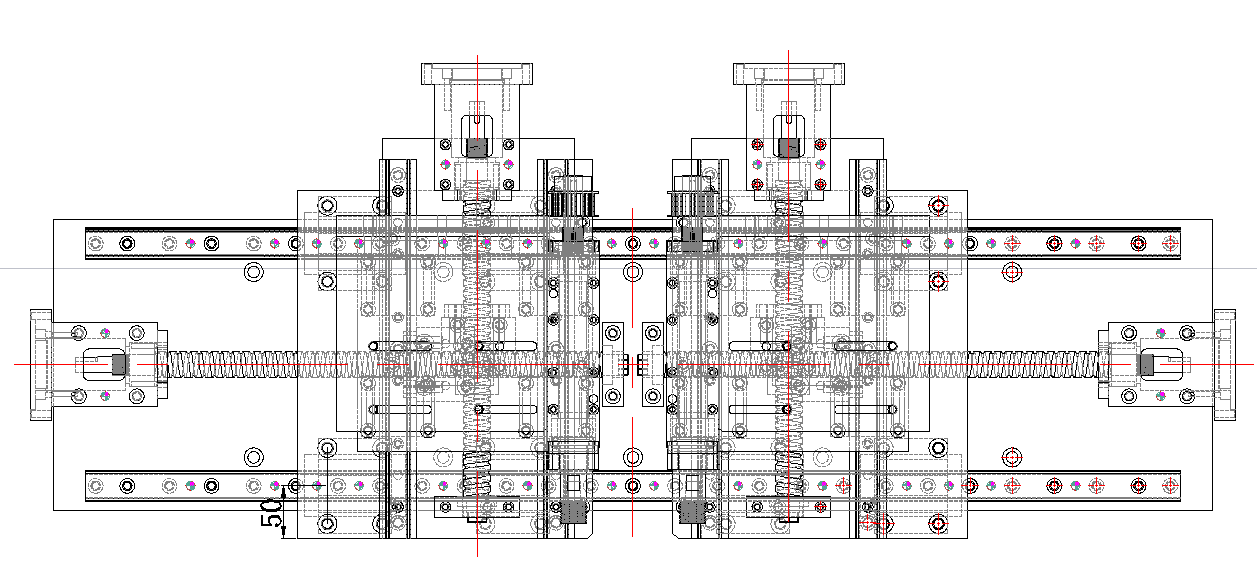
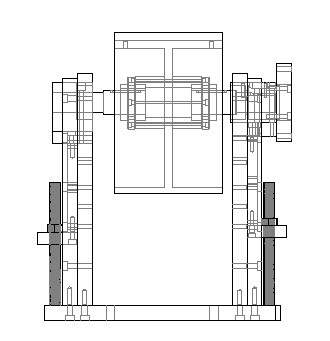
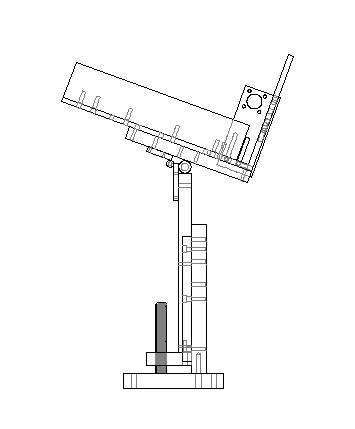
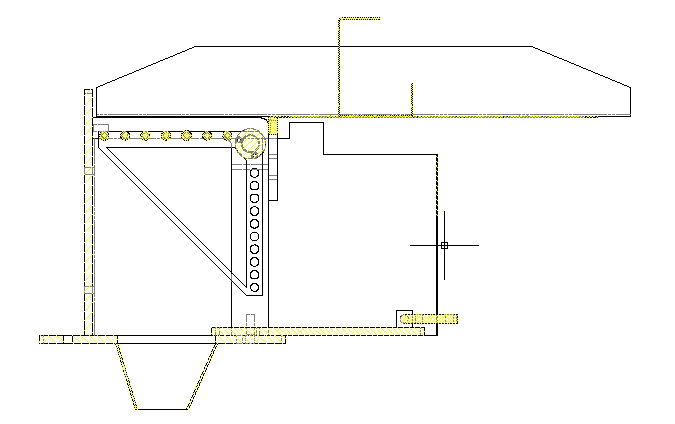
2、机床结构图
3、数控系统
本机床使用深圳科技众为兴9650五轴数控系统(提示:系统参数出厂前已调试好,如不增加其他产品加工工序,请勿擅自修改系统参数),数控面板如下(以众为兴面板为例):

(此图为众为兴系统操作面板,具体到厂系统之面板型号以双方合同为准)
四、数控钻床工作模式 如图所示:
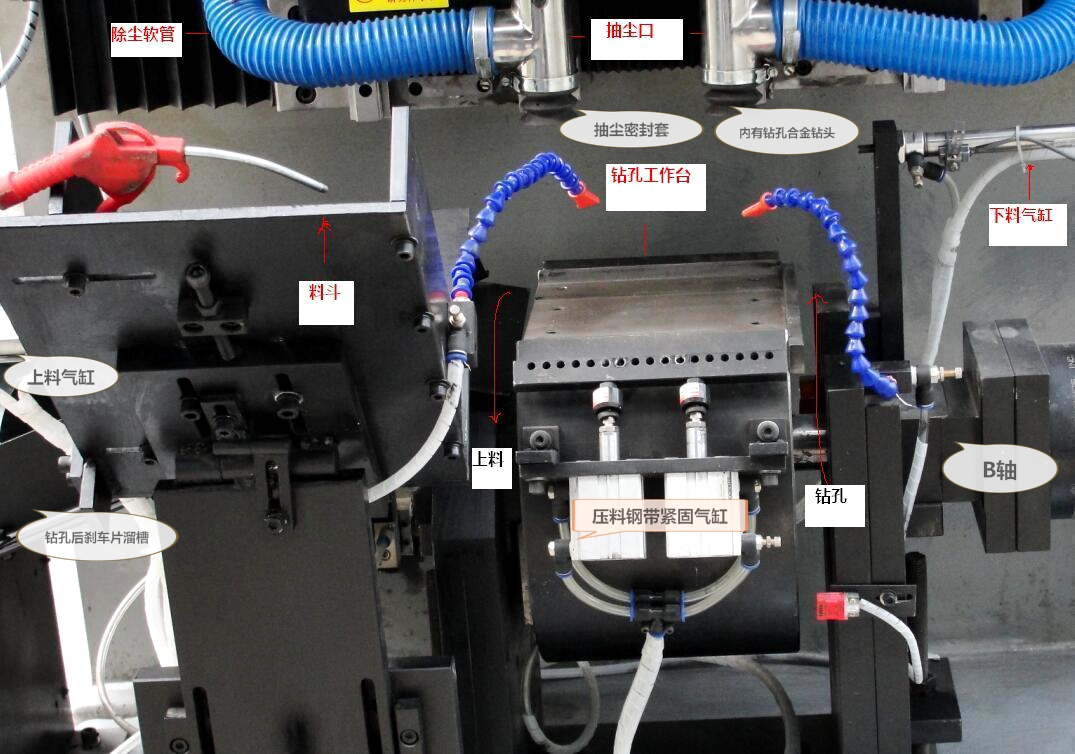
可快速更换的轮毂钻孔工作台及多型号的钻胎
在数控系统中设置好加工程序(或将存储在系统内的加工程序调出)后,在系统面板上按开始按钮,系统开始自动工作:
1、B轴自动旋转工作台至上料位置,上料气缸将堆码在料斗内的刹车片推出一片至钻孔工作台上并进行二次定位;
2、压料气缸活塞后缩,拉紧钢带将刹车片紧固在工作台上;
3、钻头下降按设计好的路径(B轴同时向内旋转)及孔径、孔深、孔间距、孔底厚度等参数,进行钻孔(抽尘机构在钻孔的同时将钻孔产生的碎屑抽走);
4、钻孔完毕(B轴同时旋转工作台至下料位置)后,压料气缸活塞伸出,钢带松开;
5、下料气缸将钻好孔的刹车片推下工作台,刹车片从滑槽中溜下至翻转机构上;
6、集料斗内翻转装置将刹车片翻转立起,待多片成排后移并由人工拿出装箱(或接生产线流向下道加工工序)。
7、循环上述程序进行连续钻孔工作。
五、钻床工作效率表(本表数据钻床中速运转状态,属于平均值)
|
项目 |
孔数 |
单片用时 |
每小时单产 |
每人每日产量 |
说明:
1、因刹车片的合成材料不同、钻削速率等影响,会生产不同的工作效率。
2、每日以8小时为标准工时计算产出。
3、本钻床在1人管理3-4台的情况下可效率更大化。 |
|
|
生
产
率 |
6孔 |
10秒/片 |
360片/台 |
1台2880片/天 |
4台11520片 |
|
|
12孔 |
18秒/片 |
200片/台 |
1台1600片/天 |
4台6400片 |
||
|
16孔 |
24秒/片 |
150片/台 |
1台1200片/天 |
4台4800片 |
||
|
20孔 |
30秒/片 |
120片/台 |
1台960片/天 |
4台3840片 |
||
|
误差
损耗 |
产品损耗 |
3‰ |
||||
|
钻孔误差 |
15—5 S |
|||||
六、关键元器件表
|
配 件 名 称 |
型号、厂家(供应商) |
性能特点 |
|
交流伺服电机 |
宇海130 (配套众为兴系统) |
由合作厂商定制配置,定向供应,兼容性更好,性能稳定,寿命更长 |
|
交流伺服电机 |
宇海110(配套众为兴系统) |
|
|
立式电机(钻孔动力) |
台湾台创TC-90L-2 |
|
|
伺服驱动器 |
宇海或华大 |
质量高,寿命长 |
|
减速机 |
台湾法斯顿 |
质量过硬,精度高 |
|
数控系统 |
众为兴4650数控系统 |
系统成熟,开发有系统,针对性更强、运行更稳定。遍布全国的售后维护网络。 |
|
导轨 |
台湾上银 |
质量高,寿命长 |
|
滚珠丝杠(长、中、短) |
台湾上银 |
质量高,寿命长 |
|
直线导轨(长、中、短) |
台湾上银 |
质量高,寿命长 |
|
动力头钻轴 |
德宜智 |
采用本公司自有技术,精益加工,精度高,耐磨损寿命长 |
|
轮毂轴 |
德宜智 |
|
|
轮毂 |
德宜智 |
轮毂双向120度循环转动,工作效率更高 |
七、主要说明
1.设备达到或符合行业相关标准或双方确认的标准。
2.设备必须达到供方在相关文件(包括报价文件、产品说明书、技术文件、往来函件等)上所作的承诺。
3.设备均以生产厂及原产地包装,包装符合相关标准。
4.设备可靠性好:有足够的强度、刚度,精度、准确度,保持性好,零部件耐用,执行功能可靠,操作可靠、安全防护可靠等。
5.设备系统设计合理,系统失电、失压、零部件损坏时,具有机、电自锁或报警及机电连锁安全保护功能,运转平稳,可维修性好。
6.供方提供的必须是全新的设备(出厂前的试车检验痕迹视为正常),设备外包装为木箱包装,不回收,设备外观无破损、划伤、锈蚀和其他损坏痕迹;漆面平整、色泽一致;随机文件(装箱清单、使用/维护手册、产品检验证书等)齐全。
八、安装调拭验收
设备安装、调拭由供方负责,需方在供方的指导下予以合理的和必要的配合。供方应在接到需方安装调拭通知后 3 个工作日内赶赴需方现场进行安装、调拭工作设备安装调拭后,应能正式投入生产,并生产出合格产品,其验收标准如下(国外客户需在供方厂内安装试车后交货)。:
设备出厂前要对设备的外观、颜色等(包括关键元件等)进行检验;同时对设备整体性能、程序控制、工作效率及精度等进行检验。按照技术文件要求进行参数核定,满足设备的使用功能,不得有异声、异振及漏电、漏油、漏气现象。
|
序号 |
内 容 |
标 准 |
备 注 |
|
1 |
机器运行及振动情况 |
运行良好无明显振动及抖动 |
|
|
2 |
安全装置及各执行机构 |
运行良好、有效 |
|
|
3 |
进、退刀情况 |
无明显振动,并动作流畅 |
|
|
4 |
整体设备性能情况 |
满足通用数控机床标准 |
|
|
5 |
产品及产能情况 |
达到产品图纸要求及技术文件内的相关指标。 |
|
|
6 |
其它异常情况 |
无 |
|
九、操作维修培训
1.合同生效后,供方提供相关技术资料,资料内容包括:使用说明书或设备维护保养、维修指南。
2.供方免费对需方指定人员安排为期2日的操作维修培训和考核。培训、考核以现场培训(可与安装调试同时进行)为主,以使需方指定人员了解设备原理、结构,掌握操作、维护要领,具备正确操作、编程、维护和处理常见设备故障能力。培训时间超过此时间的,培训所产生费用应有需方负担。
3.国外客户不负责免费培训。
十、售后/维修服务
1.在质保期(自双方验收合格之日计起一年)内出现设备故障,由供方负责根据合同规定免费维修,对需要提供零部件更换的,根据合同规定予以提供配件(配件分为易损件、3个月质保的低值电器件和一年质保的主电器和主结构配件)。
2.下列情况下,供方收取一定费用。
(1)低值易耗品的更换;
(2)超过质保期的配件(如保质期3个月的低值电器元件等)。
(3)因需方人员操作不当或自行修改固定值参数造成的故障,责任由需方承担,供方收取配件费、人员往返车船费、食宿费、工时费。
(4)因不可抗力造成的机械损坏,或因电压不稳(或超过380V+15%)造成的机械损坏。
3.供方负责提供终身维护服务。
4、国外客户不提供质保及免费维修服务,但可以有偿维护。
十一、其他
本件可作为采购合同的附件。